

LA PERSONALIZZAZIONE NEL SETTORE AUTO DI ALTA GAMMA RICHIEDE LA PRODUZIONE DI CAMPIONATURE REALISTICHE CON UN ELEVATO CONTROLLO SULLA QUALITÀ FINALE. RACCONTIAMO DI SEGUITO LE OPERAZIONI NECESSARIE AD OTTENERE PERFETTE REPLICHE, IN SCALA, OTTENUTE DA VERNICIATURA MODERNA DI BURAGO MOLGORA (MB), GRAZIE A PROCEDURE DEFINITE
Durante la Color Week, che si è tenuta alla Reggia di Monza lo scorso settembre e ai P&E Coating Days (lo scorso ottobre, vedi www.ecocoating.com) sono stati esposti in mostra i campioni dei colori Maserati proposti su supporti di alluminio pressofuso e in materiale plastico (ABS) (figg. 1-4). I campioni che vengono consegnati da Maserati ai concessionari sono una copia in scala dei modelli reali; sono prodotti da Arm Emblems e verniciati da Verniciatura Moderna di Burago Molgora, il cui amministratore, Pietro Bucci, è l’attuale Presidente di ANVER – associazione verniciatura industriale.
COME VENGONO VERNICIATI?
I modelli rispettano precisamente la prescrizione di ciclo di verniciatura della casa madre, tipologia di vernici comprese (a marchio PPG). I campioni di alluminio pressofuso evocano, anche dal punto di vista della sagoma, i modelli reali proposti da Maserati, con la massima attenzione alla silhouette: Grecale, Levante, Ghibli, Quattroporte. Il modello sportivo MC20 – che è “personalizzato” anche con differenti colori sulla stessa carrozzeria – è invece prodotto in materiale plastico. Nelle elaborazioni e colorazioni dei modelli, vengono rispettati e anticipati, dal punto di vista dei colori e degli effetti disponibili, quanto acquistato dal cliente.
I colori “standard” disponibili nei campioni di alluminio pressofuso sono: bianco Astro, bianco Audace, grigio Mistero, grigio Lava opaco, grigio Maratea, nero Essenza, blu Infinito, blu Emozione, blu Intenso, bronzo opaco, rosso Vincente, giallo Genio (figg. 5-16).
Ma sono solo una parte dei molteplici colori e finiture disponibili, come è possibile vedere nella foto 17.
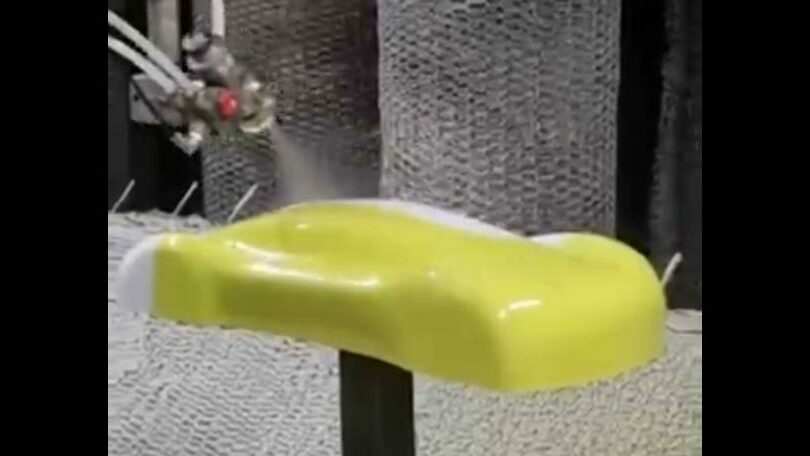
Il processo di verniciatura che, nella fase preparatoria della superficie e nella mascheratura è sostanzialmente manuale, viene effettuato sull’impianto automatizzato con trasportatore rovesciato e applicazione robotizzata (figg. 18, 19), prevedendo una serie di operazioni:
– Levigatura fine per eliminare eventuali segni di giunzione stampo e altre sbavature (fig. 20)
– Soffiaggio con aria compressa
– Pulizia con panno inumidito con decontaminante siliconico
– Applicazione prima mano base (primer)
– Applicazione fondo
– Applicazione seconda mano
– Essiccazione completa per almeno 24h.
– Ripresa manuale di levigatura ad acqua o a secco con abrasivo finissimo (grana 800/1000)
– Applicazione prima mano di vernice trasparente 2k lucida
– Ripresa manuale di levigatura ad acqua o a secco con abrasivo finissimo (grana 2000)
– Applicazione seconda mano di vernice trasparente 2k lucida
– Essiccazione in forno a 80°C per 40 minuti
– Raffreddamento e controllo qualità
– Eventuale ripresa di piccoli difetti di superficie mediante lucidatura meccanica con polish di finitura.
CAMPIONI IN ABS
I campioni in ABS sono dedicati ai modelli speciali di MC20: infatti sono previsti colorazioni particolari che richiedono mascherature di precisione che vengono fatte grazie a dime create “ad hoc” (figg. 21-25).
Rispetto ai modelli in alluminio pressofuso non è necessario provvedere alla stesura del fondo, mentre i ritocchi vengono effettuati con levigatura ultra fine, necessari per togliere tutte le imperfezioni che si creano sulla linea di demarcazione dei differenti colori (fig. 26). Un lavoro che richiede capacità manuale e grande attenzione: ogni eventuale difetto, infatti, richiede che il campione venga scartato o riverniciato completamente. Nella figura 27 i campioni nelle varie fasi, fino al prodotto finito.


























CONTINUA A LEGGERE
Altri articoli
- Verniciatori industriali protagonisti alla Milano Design Week 2024

- In Spagna il primo ANVER TOUR 2024
- Verniciatura a polveri per grandi pezzi
- Qualità ed estetica per campioni nel settore auto
- I partner tecnici dei P&E Milano Coating Days contribuiscono all’allestimento della mostra nella sala Polene del Museo Scienza e Tecnologia Leonardo da Vinci di Milano




